EN 1090-2, EN ISO 3834-2, ISO 9001, ISO 14001 ve ISO 45001 sertifikalı kaynaklı imalat ve NDT. Sac kesim, büküm ve montaj adımları proje planına entegre koordine edilir — S235'ten Strenx 1100'e onaylı WPS ve belgeli kaynakçılar.
Gövde, kepçe, bom ve aşınma parçalarında seri kaynaklı imalat.
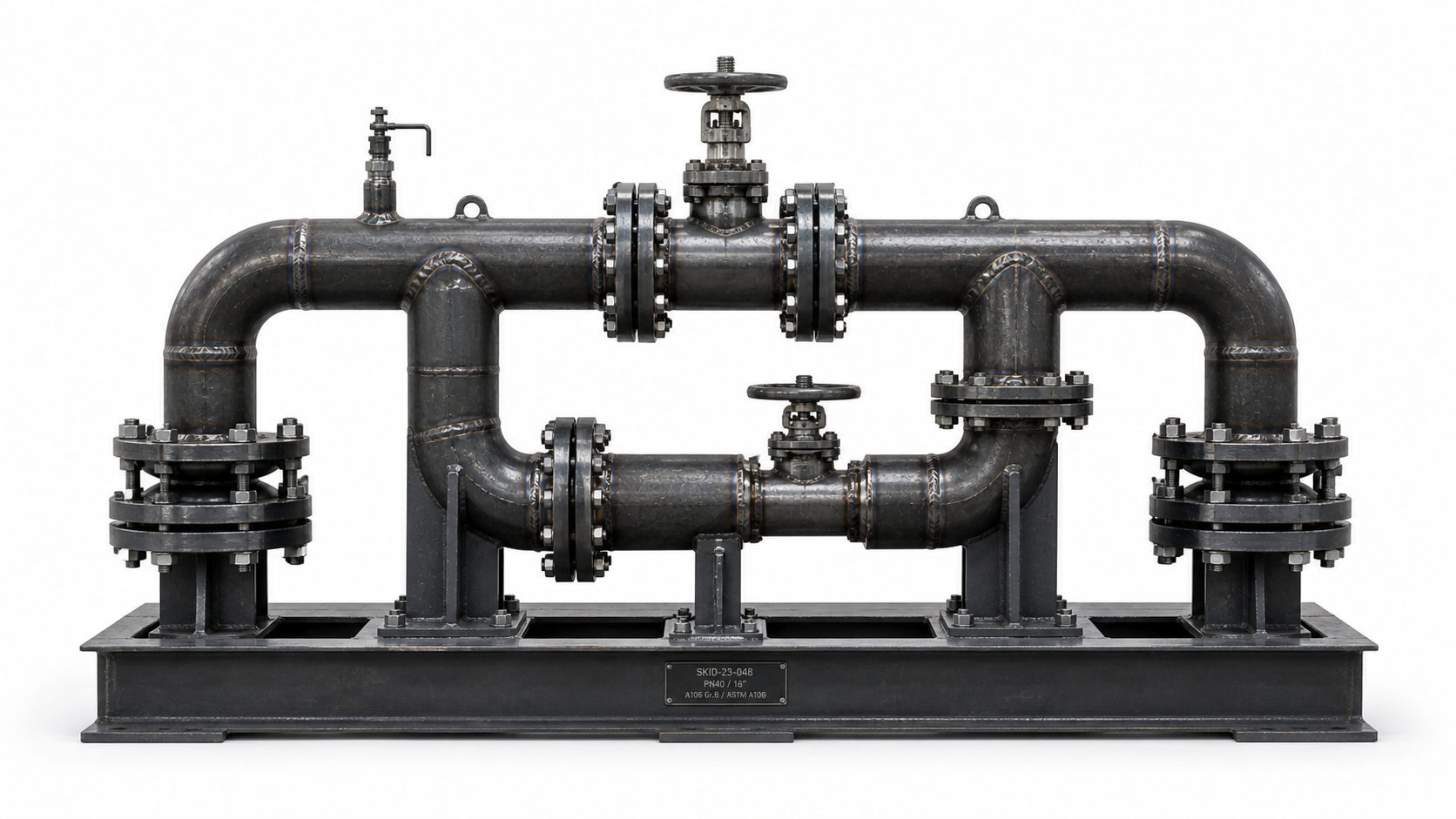
Basınçlı kap ve çelik konstrüksiyon — PED ve EN 1090 kapsamında.
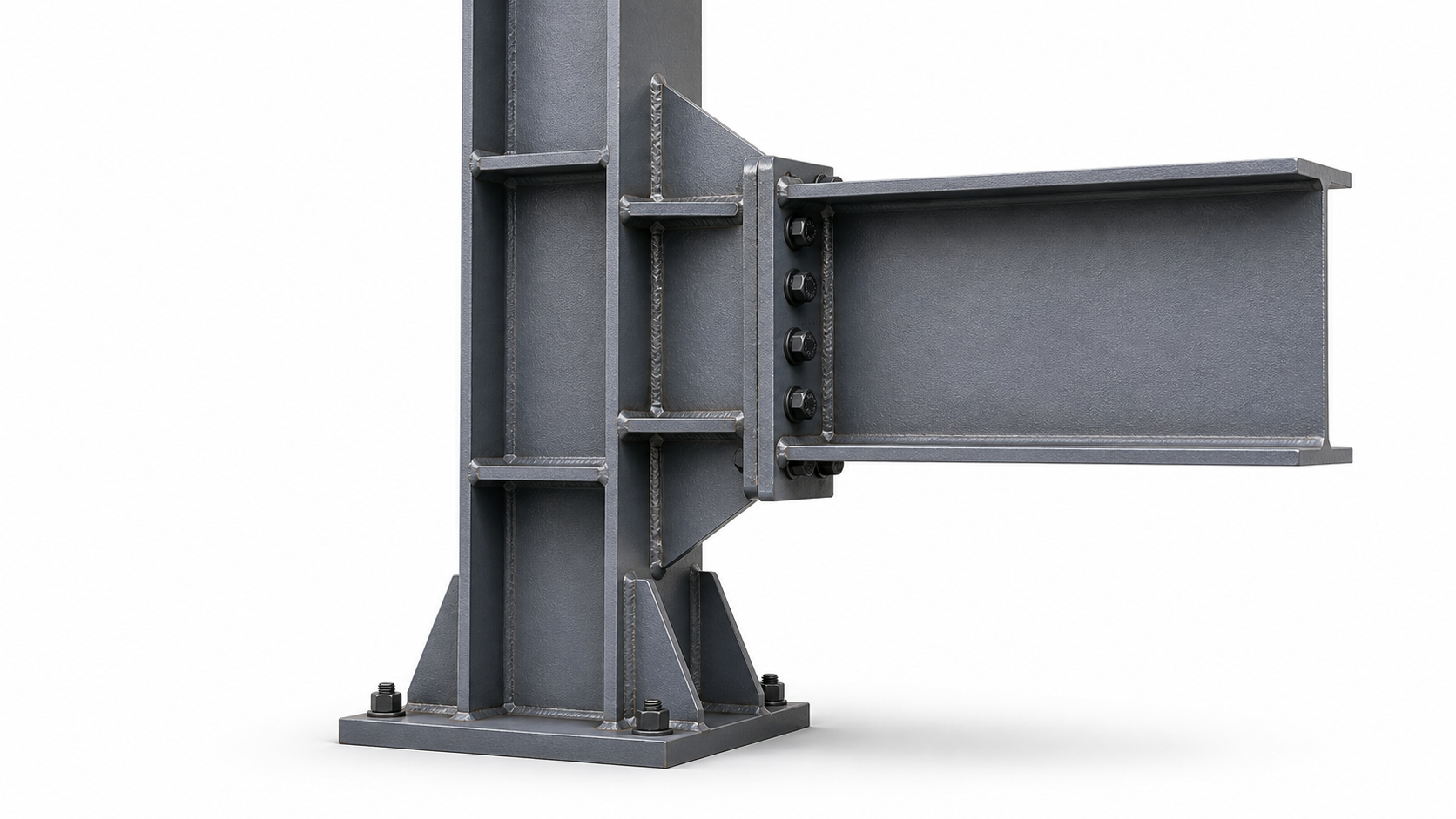
EXC3 yapısal çelik ve sahaya hazır parça paketleri.
SVC — 001 / 008
S235'ten S960QL'ye, paslanmazdan alüminyum alaşımlara — onaylı WPS ve belgeli kaynakçılarla her çelik grubunda güvenilir imalat.
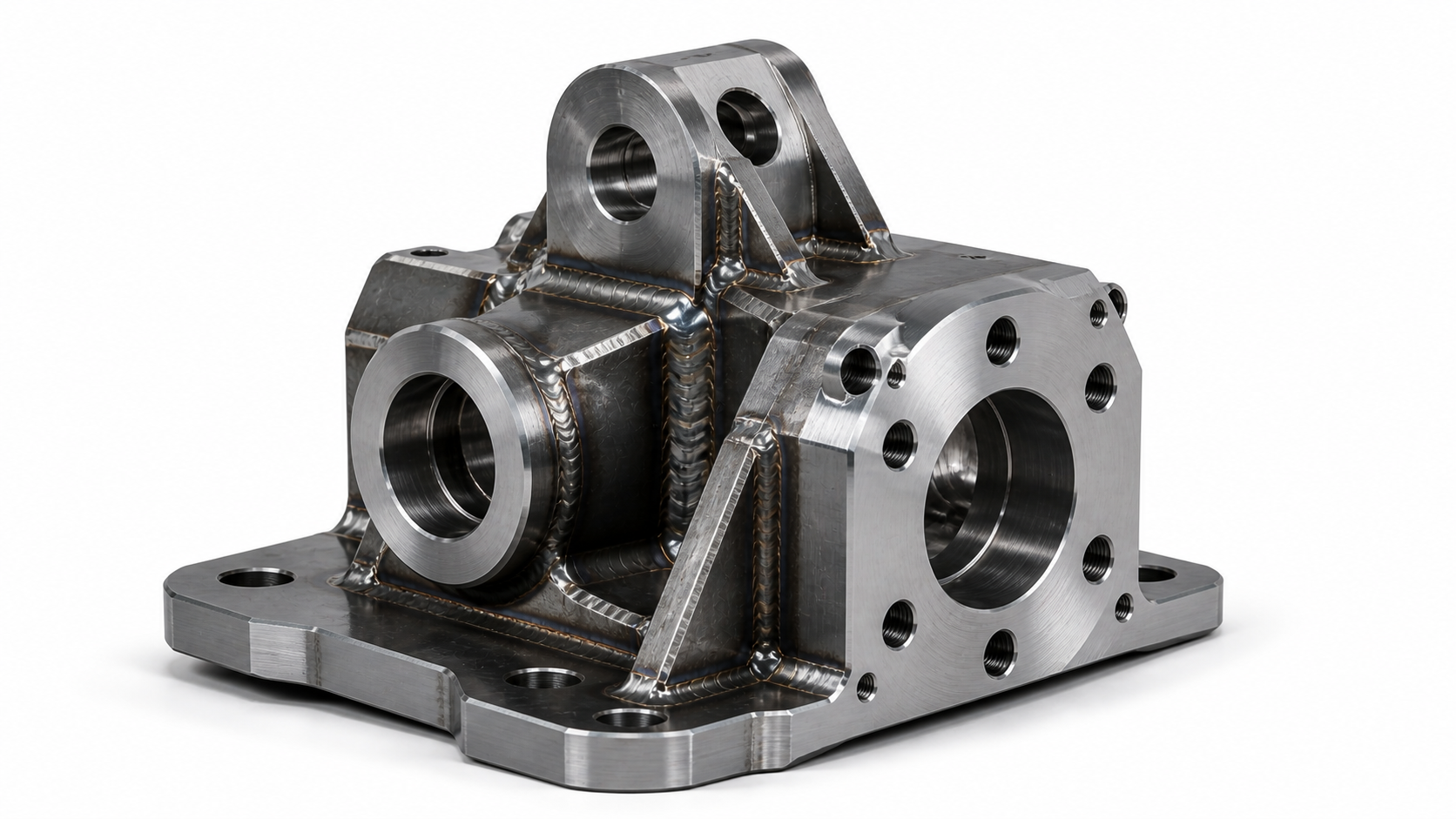
↗Karbon çeliği, paslanmaz, Hardox, Strenx ve alüminyum — teknik resme uygun toleranslı kesim ve kaynağa hazır hazırlık.
↗CNC abkant pres ve silindir hatlarında V-büküm, U-form ve silindirik şekillendirme — programlı açı ve radyüs yönetimi.
↗Alt montaj, tork kaydı ve fonksiyonel test — proje planına entegre sevkiyat paketlemesi.
↗4 muayene yöntemi bünyede, EN ISO 5817 B kabul kriteri — her dikiş belgelenmiş, hiçbir kayıt atlanamaz.
↗Aşınma çelikleriyle kepçe, kova, bıçak ve gövde imalatı — seri üretim fikstürleri ve MT muayene dahil.
↗Gezer köprü, pergel ve monoray vinç yapı imalatı — FEM statik hesap ve CE DoP ile teslim.
↗Standart tabanlı basınçlı kap ve proses tankı imalatı — tam nüfuziyet kaynak, %100 kritik dikiş muayenesi ve CE uygunluk beyanı.
↗TRC — SOP.001
ArmaWeld'de her iş emri bir dijital seri numarasıyla açılır; sac şarjesi, WPS, kaynakçı, NDT raporu, boyut kontrolü ve sevkiyat belgesi aynı kayıtta birikir. Aşağıdaki adımların üzerine gelerek üretim yolculuğunun herhangi bir noktasını inceleyebilirsiniz.
Müşteri portalından iş emrinizin aşamalarını, operatör kayıtlarını ve teknik belgelerinizi görüntüleyip indirebilirsiniz.
PROC — 111 · 135 · 141
Yüksek yığma oranı, uzun dikişler, seri imalat, iş makinesi gövdeleri, vinç yapıları ve yapısal çelik için ilk tercih.
İnce cidar, hassas kök pasoları, paslanmaz tank & basınçlı kap, sıhhi gıda uygulamaları, görünür dikişler için vazgeçilmez.
Saha koşulları, açık alan, rüzgara maruz şantiye ve tamir kaynakları için dayanıklı ve güvenilir; gaz gerektirmez.
DOC — WPS.142-A
Her sevkiyatla birlikte parçanın üretim süreci, operatör kaydı, hammadde izi ve geçtiği kontrolleri belgeleyen tam bir dosya paketi teslim edilir.
| Paso | Proses | Ø (mm) | Akım (A) | Gerilim (V) | Hız (cm/dk) |
|---|---|---|---|---|---|
| Kök | 141 | 2.4 | 110 | 12.4 | 9 |
| Dolgu-1 | 135 | 1.2 | 220 | 24.8 | 32 |
| Dolgu-2 | 135 | 1.2 | 240 | 26.4 | 30 |
| Kapak | 135 | 1.2 | 210 | 23.2 | 28 |
CLT — REFERANS
S960QL ile daha önce kaynak yaptıran firmalar ön ısıtma yapmamıştı, çatlak çıkmıştı. ArmaWeld'de WPS'i ve ön ısıtma protokolü eksiksizdi.
EN 1090 EXC3 kapsamında belge paketi talep ettik. CE dosyası, WPQR listesi, NDT kayıtları — hepsi ilk teslimde hazırdı.
3 yıldır her yıl seri kepçe siparişimizi veriyoruz. Adet başı kalite sapması neredeyse sıfır — bu disiplini sürdürmek kolay değil.
Her proje; onaylı WPS, belgeli personel ve denetlenebilir kalite kayıtları üzerine kurulur. Aşağıdaki standartlar aktif olarak sürdürülür.
DWG/DXF/PDF dosyaları incelenir; kaynak yöntemi, sac kalitesi, WPS ve NDT planıyla birlikte kapsamlı fiyat teklifi hazırlanır.